在轮胎制造行业,自动化产线早已不是新鲜事。密炼自动投料、成型自动贴合、硫化自动开合模、AGV自动转运……设备越来越先进,自动化程度越来越高。但一个现实问题逐渐浮出水面——当订单越来越碎片化、规格越来越多样化时,产线既要“柔性”,又要“稳定”。这两者,往往是矛盾的。柔性高,意味着频繁切换;稳定强,意味着节奏固定。

很多企业在启动数字化工厂项目时,往往对MES、APS、WMS、QMS等系统充满期待。但真正进入实施阶段后,常听到的一句话是:“系统功能没问题,就是对接太难。”为什么系统对接几乎成了数字化项目中公认的难点?
在智能制造推进过程中,很多企业都会问一个问题:同样是MES系统,为什么有的项目实施顺利,有的却效果一般?答案往往在于——行业属性不同,需求逻辑完全不同。流程制造与离散制造在生产组织方式、质量控制逻辑、数据管理重点上存在明显差异,MES系统的建设重点自然也不同。

这几年,“数字化转型”几乎成了企业管理层绕不开的话题。有人已经投入上千万建设智能工厂;有人观望犹豫,担心投入打水漂;也有人做了一半,效果不明显,开始怀疑方向。

这几年,只要谈到智能制造,很多企业都会听到一个词——APS智能排产系统。有人说它是工厂效率提升的核心工具,也有人私下吐槽:“是不是又一个花钱买概念的系统?”

在轮胎制造的所有工序中,硫化被称为“后一道成型工艺”,也是决定轮胎性能的关键环节。一条尚未硫化的轮胎,只是由多层胶料和骨架材料贴合而成的“生胎”。只有经过高温高压的硫化反应,橡胶分子结构发生交联,材料才真正具备弹性、强度和耐久性。

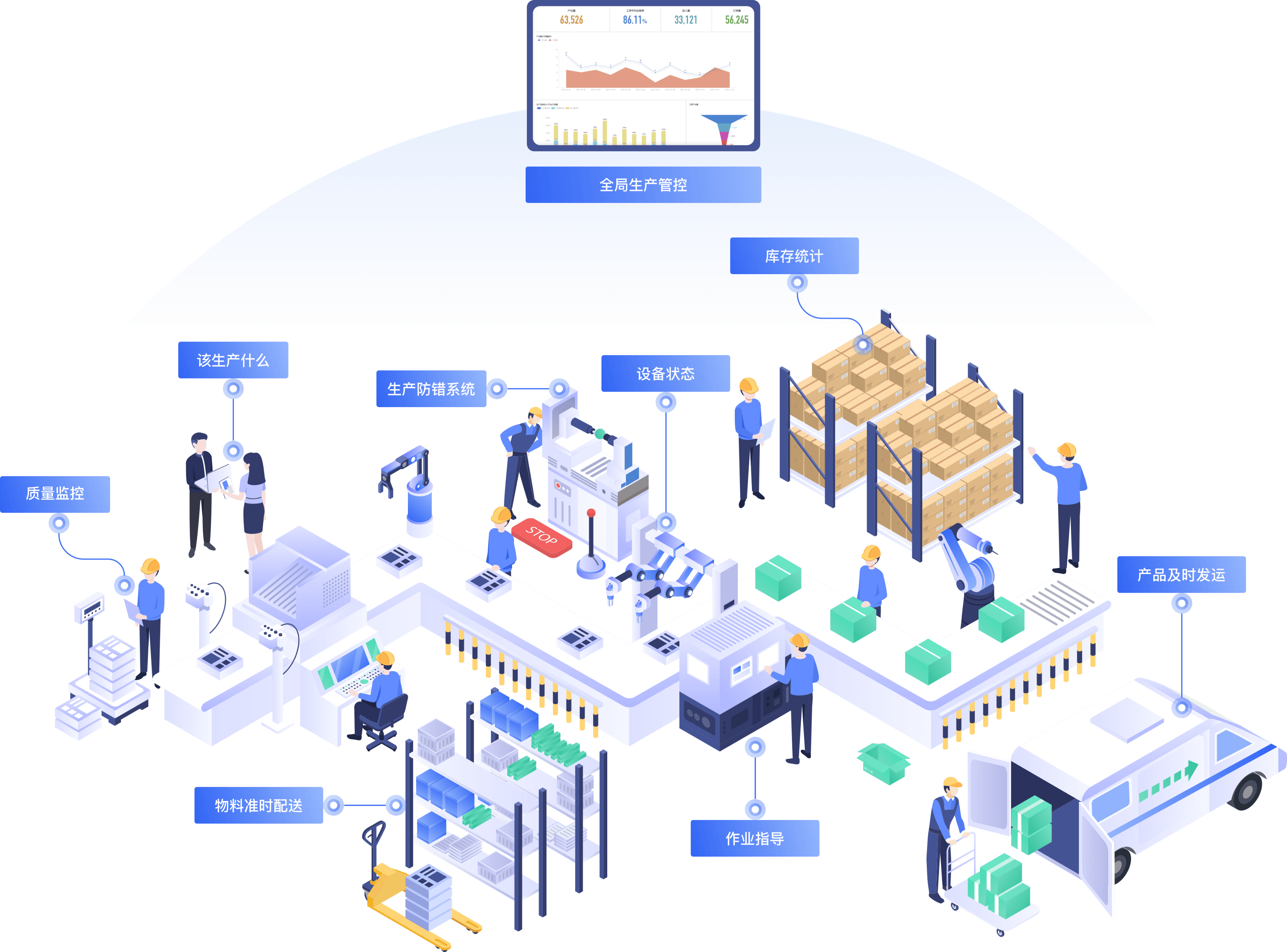
走进一家现代化轮胎工厂,你会看到这样的场景:密炼机高速运转,成型鼓精准贴合帘布层,硫化机整齐排列,AGV在车间穿梭运输。看似井然有序的背后,其实是一场高度复杂的系统协同。橡胶轮胎制造,并不是简单的机械加工,而是一项对工艺控制、节拍匹配和质量稳定性要求极高的系统工程。真正支撑这一切高效运转的核心,不只是设备,而是MES管理系统。

在很多轮胎企业内部,依然存在一个隐形问题:设备很先进、自动化程度不低、产能也在提升。但——良品率不稳定、库存周转慢、计划频繁调整、部门之间反复沟通。

如果只看结果,轮胎好像一直都是“橡胶+钢丝+帘布”。但如果你真的走进不同时代的轮胎工厂,会发现——“怎么干活”这件事,已经完全变了。

1883D6D19D79454E9B3FA44C8F7F50F7.png)